Labtech Corporation is one of the largest phosphate blenders in the Midwest. From our toll blending facility in Detroit, Michigan, we manufacture a complete range of phosphate conversion coatings — zinc phosphate, calcium modified zinc phosphate, cobalt modified zinc phosphate, and iron phosphate — along with the full line of supporting chemistry: cleaners, conditioners, accelerators, and seal rinses for metal finishers, coaters, and manufacturers across the United States.
Zinc Phosphate
Zinc phosphate is a conversion coating applied to steel and iron parts. Instead of simply covering the metal the way paint does, the zinc phosphate process chemically converts the part's surface into a tightly bonded, non-metallic crystalline layer. That crystal layer does three jobs at once:
- Corrosion protection — the phosphate layer (often combined with an oil or sealer) shields bare steel from rust.
- Paint and powder adhesion — the crystal structure gives primers, paints, and e-coats an ideal surface to grip, dramatically extending coating life.
- Lubricity for metal forming — phosphated parts, wire, and rod draw, stamp, and form with less friction, galling, and tool wear.
You will find zinc phosphate under the paint of automotive bodies and components, on fasteners and hardware, on coiled wire and rod headed for the drawing die, and on formed parts throughout the appliance, military, and general manufacturing industries.
How the Zinc Phosphate Process Works
Whether applied by immersion or spray, a zinc phosphate line moves coils and parts through a series of heated chemical stages. Each stage matters — and Labtech blends the chemistry for every one of them:
- Alkaline cleaning — heated soak cleaners remove oils, drawing compounds, and shop soils so the downstream chemistry can reach bare metal.
- Hot water rinse — keeps cleaner residue from being dragged into the acid stages; counterflowed rinses hold contamination down while conserving water.
- Acid pickle — an inhibited acid bath strips rust, scale, and oxides in a controlled etch. The inhibitor protects sound metal, leaving a surface that is chemically clean but never burned by over-pickling.
- Rinse stages — spray and immersion rinses stop acid carryover; drag-in contamination is the enemy of phosphate bath life.
- Zinc phosphate bath — the heart of the line. The heated, accelerated solution lightly etches the steel, then deposits a lattice of zinc and zinc-iron crystals on the surface. Grain refiners in the bath keep the crystal fine, dense, and uniform.
- Neutralizer rinse — a mildly alkaline rinse neutralizes the acidic phosphate residue so parts exit at a neutral pH, ready to react with the final coating.
- Seal or lubricant — parts headed for paint receive a sealing rinse that closes the microscopic pores in the coating and blocks oxidation. Wire, rod, and tube headed for cold drawing or forming enter a heated reactive lubricant instead, which converts the outer phosphate crystals into a bonded metal-soap film for maximum lubricity under extreme drawing pressures.
Coating weight is tailored to the job: lighter coatings make the ideal base for paint, powder coat, and e-coat, while heavier coatings paired with rust-preventive oils deliver maximum corrosion protection for unpainted parts.
Just as important as the chemistry is keeping it in balance. Every bath on the line is held to specification with simple titration tests — total acid, free acid, acid ratio, accelerator, and contamination checks — and Labtech supplies the test procedures and operating parameters along with the chemicals.


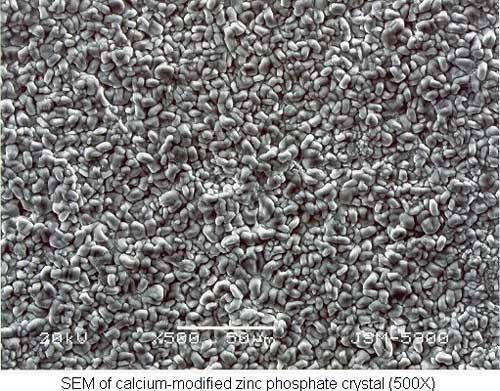
Calcium Modified Zinc Phosphate
Adding calcium to the zinc phosphate bath changes the coating itself: the calcium refines the crystal structure, producing a finer, smoother, and denser layer than standard zinc phosphate — which is why it is often simply called microcrystalline zinc phosphate. That tight, uniform crystal makes calcium modified zinc phosphate the preferred surface preparation for rubber-to-metal bonding.
Rubber-to-metal bonding joins rubber, a flexible substrate, to metal, a hard and inflexible one, through a chemical reaction that creates a strong bond between the two materials. Successful bonding depends on surface preparation: the metal is first cleaned of oils and soils, then coated with calcium modified zinc phosphate to give the primer and adhesive an ideal anchor. Primer and adhesive are applied by spraying, dipping, brushing, or rolling, and the rubber is then molded and cured against the part in an injection or transfer molding press.
Bonded rubber-metal parts are valued for their durability, strength, cost-effectiveness, and superior adhesion, and are used throughout the automotive, oil and gas, electrical, appliance, building and construction, aerospace and defense, industrial equipment, and medical equipment industries.
Consistency is what makes bonded parts reliable, so the calcium modified bath is run to tight, titration-controlled ranges — total and free acid, acid ratio, calcium, and accelerator are all checked throughout production. Labtech blends the calcium modified zinc phosphate concentrates, replenishers, and supporting cleaners that rubber-to-metal bonders rely on, so the coating your adhesive sees today matches the one it saw last month.
Cobalt Modified Zinc Phosphate
Where calcium refines the crystal, cobalt modification goes the other direction: a macrocrystalline zinc phosphate with a larger, coarser crystal and heavier coating weights. Run hotter and at higher concentration than the microcrystalline bath, the coarse, absorbent crystal is ideal for holding rust-preventive oils, waxes, and dry-film lubricants — the right choice for unpainted parts that need maximum corrosion protection in storage and service. Many finishing lines run microcrystalline and macrocrystalline tanks side by side and route each part to the coating its application calls for; Labtech blends and supports both.
Iron Phosphate
Not every job calls for a zinc phosphate line. Iron phosphate is a lighter conversion coating applied in fewer stages, making it an economical paint-base pre-treatment — and the right chemistry for aluminum and mixed-metal work where zinc phosphate is not suitable. Labtech blends iron phosphate pre-treatment concentrates for spray and immersion lines, giving painted parts a clean, uniform surface that paint and powder coat can grip.
Why Buy Phosphate from Labtech?
- Midwest scale — as one of the region's largest phosphate blenders, we buy raw materials in volume and pass the savings to you.
- Full process line — cleaners, pickle inhibitors, zinc, calcium modified, cobalt modified, and iron phosphate concentrates and replenishers, accelerators, neutralizers, seal rinses, and drawing lubricants, all from one supplier.
- Process support — we supply a process manual tailored to your line, with titration test procedures and operating parameters for every tank, and our technical team is a phone call away when a bath drifts out of range.
- Toll blending and private label — we can blend your proprietary phosphate formulation, or supply ours under your label, in pails, drums, and totes.
- Fast turnaround — most blending orders ship within one to two days from our Detroit, Michigan facility.
- ISO 9001 quality — every batch is lab-tested for consistent performance on your line.
Ready to talk phosphate? Contact us for a free quote, or learn more about our toll blending services.